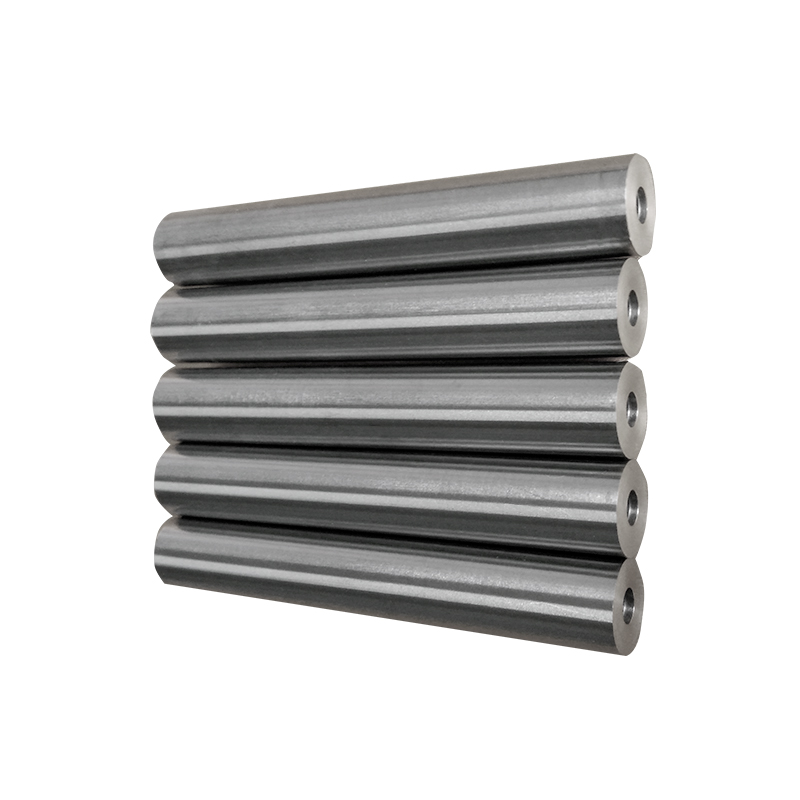
Mikä tekee molybdeenitangosta teollisuuden välttämättömän
Molybdeenitanko on yksi teknisesti vaativimmista metallituotteista teollisessa valmistuksessa – ja yksi välttämättömimmistä. Kanssa a sulamispiste 2 623 °C (4 753 °F) , joka on puhtaista metallista toiseksi korkein volframin jälkeen, molybdeeni säilyttää rakenteellisen eheyden ja mekaanisen lujuuden lämpötiloissa, jotka aiheuttavat teräksen ja useimpien muiden metalliseosten muodonmuutosta tai rikkoutumisen kokonaan. Yhdessä sen alhaisen lämpölaajenemiskertoimen, korkean sähkönjohtavuuden ja erinomaisen korroosionkestävyyden kanssa molybdeenisauvasta on tullut perusmateriaali puolijohdevalmistuksessa, ilmailutekniikassa, lasintuotannossa ja korkean lämpötilan uunien rakentamisessa.
Maailman molybdeenimarkkinoiden arvo oli noin 5,8 miljardia dollaria vuonna 2023 ja sen ennustetaan kasvavan tasaisesti koko vuosikymmenen ajan energia-, puolustus- ja elektroniikkaalojen kasvavan kysynnän vetämänä. Molybdeenitangon – sen laatujen, ominaisuuksien, valmistusprosessin ja loppukäyttöspesifikaatioiden – ymmärtäminen on välttämätöntä hankintainsinööreille ja materiaaliasiantuntijoille, jotka hankkivat hankintoja suorituskyvyn kannalta kriittisiin sovelluksiin.
Tärkeimmät fyysiset ja mekaaniset ominaisuudet
Molybdeenin poikkeuksellinen suorituskyky äärimmäisissä ympäristöissä johtuu fysikaalisten ja mekaanisten ominaisuuksien yhdistelmästä, joita esiintyy harvoin yhdessä materiaalissa.
| Omaisuus | Arvo | Merkitys |
|---|---|---|
| Sulamispiste | 2 623 °C | Vakaa erittäin korkeissa lämpötiloissa |
| Tiheys | 10,22 g/cm³ | Korkea massa-tilavuussuhde; sopii kompakteille komponenteille |
| Lämpölaajeneminen (CTE) | 4,8 × 10-⁻6/°C | Sopii hyvin yhteen piin ja lasin kanssa – kriittinen puolijohdekäytössä |
| Vetolujuus (hehkutettu) | ~690 MPa | Vahva perusviiva; korkeampi stressiä lievitetyissä arvosanoissa |
| Sähkönjohtavuus | ~34 % IACS | Soveltuu sähkö- ja elektrodisovelluksiin |
| Lämmönjohtavuus | 138 W/m·K | Tehokas lämmönpoisto uunissa ja lämmityskomponenteissa |
Erityisen tärkeä ominaisuus on molybdeeni alhainen lämpölaajenemiskerroin , joka on läheisesti samanlainen kuin pii- ja borosilikaattilasi. Tämä yhteensopivuus eliminoi lämpöjännityshalkeilun rajapinnoissa – kriittinen vaatimus puolijohdekiekkojen käsittelylaitteissa ja lasista metalliin tiivisteissä, joita käytetään valaistuksessa ja tyhjiöputkitekniikassa.
Kuinka molybdeenitanko valmistetaan
Molybdeenitangon valmistuksessa noudatetaan jauhemetallurgista reittiä tavanomaisen valun sijaan – suora seuraus molybdeenin erittäin korkeasta sulamispisteestä, mikä tekee nestemäisen olomuodon käsittelystä epäkäytännöllistä teollisessa mittakaavassa.
Vaihe 1 – Jauheen valmistus
Molybdeenitrioksidi (MoO3) - joka on saatu molybdeniittimalmirikasteiden pasuttamista - pelkistetään metalliksi molybdeenijauheeksi käyttämällä vetyä lämpötiloissa 900–1 100 °C. Hiukkaskoko ja puhtaus tässä vaiheessa määräävät suoraan lopullisen sauvan tiheyden ja mekaanisen suorituskyvyn. Erittäin puhtaat laatuluokat vaativat useita pelkistysvaiheita ja tiukkaa prosessin valvontaa.

Vaihe 2 – Puristus ja sintraus
Molybdeenijauhe puristetaan sauvan muotoisiksi "vihreiksi tiivisteiksi" käyttämällä isostaattista tai yksiakselista puristusta paineissa, jotka tyypillisesti ylittävät 200 MPa. Nämä tiivisteet sintrataan sitten vetyatmosfääriuuneissa lähellä 2 100 °C:ta, jolloin hiukkaset sulatetaan tiiviiksi, koherentiksi metallikappaleeksi, jonka suhteellinen tiheys 95–98 % teoreettisesta maksimista .
Vaihe 3 – Työskentely ja viimeistely
Sintratut aihiot läpikäyvät kuumatakouksen, pyörivän takomisen tai valssauksen sintratun raerakenteen hajottamiseksi, tiheyden parantamiseksi ja tavoitemittojen saavuttamiseksi. Kylmäveto muotin läpi tuottaa pienemmän halkaisijan tangot tiukemmilla mittatoleransseilla ja paremmalla pinnanlaadulla. Lopputyöt sisältävät keskittömän hionnan, hehkutuksen (sisäisen jännityksen lieventämiseksi) ja pintakäsittelyn asiakkaan ohjeiden mukaan.
Lajit ja metalliseosvaihtoehdot
Kaikki molybdeenisauvat eivät ole identtisiä. Oikea laatu on yhtä tärkeä kuin itse materiaalivalinta, sillä seostus ja työstöhistoria vaikuttavat merkittävästi suorituskykyyn lämpötilassa.
- Puhdas molybdeeni (Mo > 99,95 %) — Tavallinen kaupallinen laatu. Käytetään yleisiin korkean lämpötilan sovelluksiin, uunilaitteistoihin ja lasinsulatuselektrodeihin, joissa seostuslisäyksiä ei tarvita. Herkkä uudelleenkiteytymiselle yli ~1100°C pitkäaikaisessa altistuksessa.
- TZM (titaani-zirkonium-molybdeeni) — Yleisimmin käytetty molybdeeniseos. Sisältää ~0,5 % titaania ja ~ 0,08 % zirkoniumia, jotka muodostavat hienoja karbididispersioita, jotka estävät raerajojen kulkeutumista korotetuissa lämpötiloissa. TZM-vapanäyttelyt huomattavasti suurempi uudelleenkiteytysvastus ja virumislujuus kuin puhdas Mo, joten se on ensisijainen valinta rakennesovelluksiin yli 700 °C:ssa.
- MoLa (lantaaniseostettu molybdeeni) — Lantaanioksidin (La₂O3) lisäykset tuottavat pitkänomaisen raerakenteen työstön jälkeen, mikä parantaa dramaattisesti vetolujuutta korkeissa lämpötiloissa ja painumiskestävyyttä. Käytetään laajasti lampun hehkulangan kannattimissa, korkean lämpötilan lämmityselementeissä ja sovelluksissa, jotka vaativat mittavakautta kuormituksen alaisena äärimmäisissä lämpötiloissa.
- Mo-W metalliseokset — Volframilisäkkeet lisäävät kovuutta, tiheyttä ja korroosionkestävyyttä työstettävyyden kustannuksella. Käytetään lasikontaktisovelluksissa, joissa sulan lasin eroosion kestävyys on kriittinen.
- Stressivapautettu vs. hehkutettu kunto — Seoskemian lisäksi tangon lämpökäsittelyolosuhteet vaikuttavat vetolujuuteen, sitkeyteen ja työstettävyyteen. Jännitystä kevennetty sauva säilyttää suuremman lujuuden; täysin hehkutettu sauva tarjoaa paremman muovattavuuden jatkokäsittelyyn.
Molybdeenitangon teolliset sovellukset
Molybdeenitangon ominaisuuksien yhdistelmä – äärimmäinen lämpötilan kestävyys, alhainen laajeneminen ja hyvä johtavuus – asettaa sen mahdollistavaksi materiaaliksi useilla arvokkailla teollisuudenaloilla.
Korkean lämpötilan uunin komponentit
Molybdeenitanko on vallitseva materiaali lämmityselementeissä, tukikaroissa ja rakenneosissa tyhjiö- ja inertissä ilmakehän uuneissa, joita käytetään sintraamiseen, juottamiseen ja lämpökäsittelyyn. Käyttölämpötilat näissä uuneissa ylittävät rutiininomaisesti 1 400 °C – järjestelmä, jossa useimmat vaihtoehdot hajoavat nopeasti. MoLa- ja TZM-vavat ne on suunniteltu vaativimpiin uunikokoonpanoihin, koska ne kestävät ylivoimaista virumisvastusta jatkuvassa lämpökuormituksessa.
Puolijohteiden ja elektroniikan valmistus
Puolijohteiden valmistuksessa molybdeenisauvasta työstetään sputterointikohteita, ioni-istutuskomponentteja ja kiekkojen käsittelylaitteita. Sen lämpölaajenemissovitus piisubstraattien kanssa estää mittojen epäsuhtaudet, jotka aiheuttavat kiekkojen halkeilua tai delaminaatiota lämpösyklin aikana CVD- ja PVD-pinnoituskammioissa. Puolijohdeteollisuus vaatii sauvan puhtausaste 99,99 % tai korkeampi , jossa on tiukat rajoitukset pienille epäpuhtauksille, kuten rauta, nikkeli ja kupari.
Lasin ja kvartsin käsittely
Molybdeenielektrodeja, jotka on koneistettu korkeatiheyksisestä sauvasta, käytetään resistiivisen lämmityksen kohdistamiseen suoraan sulaan lasiin sähköisissä lasiuuneissa. Molybdeenin kestävyys useimpien sulan lasikoostumusten hyökkäyksille yhdistettynä sen korkeaan sulamispisteeseen tekee siitä yhden harvoista materiaaleista, jotka kykenevät toimimaan upotettuna elektrodina lasin sulamislämpötilassa 1 200–1 500 °C. Molybdeenitangon vuosikulutus globaalissa lasiteollisuudessa ylittää useita tuhansia tonneja.
Ilmailu ja puolustus
Molybdeeni sauva koneistetaan rakettisuuttimien komponenteiksi, palaavien ajoneuvojen rakenneosiksi ja ohjusten ohjausjärjestelmän laitteistoiksi, joissa äärimmäinen lämpövirta ja mekaaninen kuormitus esiintyvät samanaikaisesti. TZM-tankoa arvostetaan näissä yhteyksissä erityisesti sen kyvystä säilyttää myötölujuus lämpötiloissa, joissa jopa superseokset alkavat pehmetä merkittävästi.
EDM-elektrodit ja -työkalut
Sähköpurkauskoneistuksessa (EDM) molybdeenilanka ja -tanko toimivat elektrodeina korkean sulamispisteensä, hyvän sähkönjohtavuutensa ja ennakoitavissa olevien kulumisominaisuuksiensa ansiosta. Molybdeeni-EDM-lankaa käytetään lankaleikkaukseen kovien metalliseosten ja eksoottisten metallien EDM-operaatioissa, joissa tavanomainen kupari- tai messinkilanka ei pysty ylläpitämään mittatarkkuutta.
Koneistus- ja käsittelynäkökohdat
Molybdeenitanko asettaa erityisiä työstöhaasteita, jotka on ymmärrettävä ennen kuin sitoutuu tuotantotoleransseihin ja pintakäsittelyvaatimuksiin.
- Hauraus huoneenlämmössä — Molybdeenin sitkeästä hauraaseen siirtymälämpötila (DBTT) on tyypillisesti välillä 20–30 °C puhtaudesta ja käsittelyhistoriasta riippuen. Koneistettu tanko voi murtua iskun tai aggressiivisten leikkausten vaikutuksesta. Suosittelemme kovametallityökaluja, joissa on positiiviset kaltevuuskulmat ja pienemmät leikkausnopeudet.
- Hapetus yli 400°C — Molybdeeni hapettuu nopeasti ilmassa yli noin 400°C:ssa muodostaen haihtuvaa MoO3:a. Kaikki korkean lämpötilan käyttö on suoritettava tyhjiössä, inertissä kaasussa tai pelkistävässä ilmakehässä. Tämä rajoitus ohjaa molybdeenikomponentteja käyttävän uunin ja reaktorin laitteiston suunnittelua.
- Ei hitsauksen jälkeistä sitkeyttä — Molybdeenihitsaukset ovat erittäin herkkiä rakeiden kasvulle ja haurastumiselle. Hitsatut kokoonpanot vaativat huolellista hitsauksen jälkeistä lämpökäsittelyä, ja niitä yleensä vältetään rakennesovelluksissa, joissa on odotettavissa mekaanista kuormitusta.
- Pintojen kontaminaatioherkkyys — Puolijohdelaatuisten sauvojen pintakontaminaatio öljyjen, sormenjälkien tai koneistusnesteiden käsittelystä on hallittava puhdastilapakkauksella ja erityisillä työkaluilla puhtausvaatimusten säilyttämiseksi.
Hankinnan ja määrittelyn tarkistuslista
Määritettäessä molybdeenisauvaa hankittavaksi, seuraavat parametrit on määriteltävä selkeästi sen varmistamiseksi, että toimitettu materiaali täyttää käyttövaatimukset:
- Laatu / seos - Pure Mo, TZM, MoLa tai Mo-W. Jokaisella on erillinen suorituskykyprofiili ja hintapiste.
- Puhtausaste — Tavallinen kaupallinen (≥ 99,95 %), erittäin puhdas (≥ 99,99 %) tai puolijohdelaatu erityisillä hivenainesertifikaateilla.
- Halkaisija- ja pituustoleranssit — Vakiotoleranssit noudattavat ASTM B387:ää tai vastaavaa; tiukemmat toleranssit vaativat lisätyöstöä ja ne tulee määritellä erikseen.
- Pinnan kunto — Valmistettu (musta pinta), hiottu tai kiillotettu. Maadoitus vähentää stressin keskittymiskohtia; kiillotettuja pintoja tarvitaan optisissa ja tyhjiösovelluksissa.
- Lämpökäsittelyn tila — Stressiä lievitetty, hehkutettu tai työstetty. Tämä vaikuttaa sekä mekaanisiin ominaisuuksiin että loppupään työstettävyyteen.
- Sertifiointi ja jäljitettävyys — Materiaalitestausraportit (MTR), kemialliset analyysitodistukset ja mittatarkastusraportit tulee liittää kaikkiin teollisuuslaatuisiin lähetyksiin.
Teknisten tietojen täsmääminen loppukäytön vaatimuksiin – sen sijaan, että asettaisi oletuksena korkeimpaan saatavilla olevaan puhtauteen tai tiukimpaan toleranssiin – hallitsee kustannuksia suorituskyvystä tinkimättä. Molybdeenitanko on ensiluokkaista materiaalia kaikissa laatuluokissa; ylimäärittely lisää kustannuksia ilman hyötyä, kun taas kriittisten mittojen tai puhtauden alimäärittely voi johtaa komponenttien ennenaikaiseen vikaan vaativissa ympäristöissä.